 化工儀器網
化工儀器網


詳細介紹
上海韜世不二越nachi銑刀粗加工 標準型
較適合于高效的粗加工
*的波形鋸齒形狀設計,大幅降低了切削阻抗
通過提升高切入時的耐崩刃性,實現了高效率加工
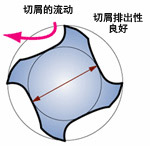
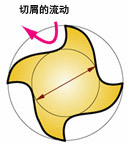
提高了切屑排出性
通過*的溝槽形狀設計,提高了切屑的排出性能
壽命長
壽命長
尺寸范圍
6φ~12φ
可適用的被切削材料
軟鋼、碳鋼、合金鋼、模具鋼、預硬鋼(~50HRC)
上海韜世不二越nachi銑刀粗加工 標準型
特點/性能

平滑涂層
GS塗層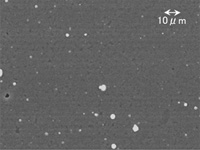 Ra = 0.04μm Rz = 0.8μm | 以往塗層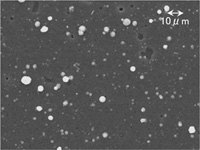 Ra = 0.07μm Rz = 1.35μm |
新開發的超硬母材

兼備高剛性與切屑排出性

| GS 銑刀粗加工 標準型 | 其它公司產品 |
 |  |
SKD11(210HB)溝槽加工的性能


切削條件
| 使用工具 | :φ10 |
| 切削速度 | :56.5m/min (1,800min-1) |
| 進給速度 | :730mm/min (0.05mm/tooth) |
| 被切削材 | :SKD11 (21HRC) |
| 切削油 | :吹氣 |
| 切削深度 | :12m |
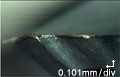
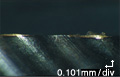
外周側面磨耗比較
| 外周側面磨耗 | ||
 |  |  |
 |  |  |

切削條件
| 使用工具 | :φ10 |
| 切削速度 | :56.5m/min (1,800min-1) |
| 進給速度 | :730mm (0.05mm/tooth) |
| 被切削材 | :SKD11 (21HRC) |
| 切削油 | :吹氣 |
| 切削長度 | :12m |
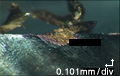
切削阻抗的比較
| 切削初期 | 切削12m后 | |
|  |  |
|  |  |
GS銑刀粗加工即使進給速度在1500mm/min以上,亦可進行穩定的加工

切削條件
| 銑刀 | :10mm |
| 切削速度 | :80m/min (2,550min-1) |
| 被切削材 | :SKD11 (220HB) |
| 切削油 | :吹氣 |

(該切削條件為測試折損界限用,與實際的切削條件會有差異。)
上海韜世不二越nachi軸承、不二越nachi泵、不二越nachi閥等產品,價格合理,使用范圍廣,部分常規型號有現貨。如需采購可咨詢。我將竭誠為您服務。請您詢問時請備注貴公司營業執照抬頭、連系方式;您需要的品牌型號數量發給我們。我們將按順序*時間給您回復報價,歡迎惠顧!
相關產品請點擊:上海韜世不二越nachi銑刀
 化工儀器網
化工儀器網